
Spindle System – Clamping System
Located in beautiful Racine, Wisconsin, FISCHER USA provides our customers with Swiss quality work and craftsmanship, while providing our North American customers with service & parts availability. Our team also provides around the clock access to help with any issue that may arise.
It's a well known fact that spindles are complex mechanisms with a lot of moving parts. If one component isn't working properly, none of the machine will work properly. A spindle consists of 9 systems:
- Bearings
- Motors
- Shaft
- Clamping System
- Unclamping System
- Sensors
- Encoder
- Cooling System
- Sealing System/Requirements
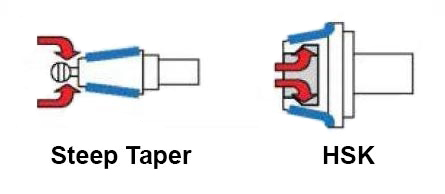
The Clamping System is an important system that comes in two varieties. There is the Steep Taper type and the HSK type.
Steep Taper:
- Older standard
- Tools use a stud that is gripped and pulled into an accurately ground taper
- Gripper unit with ‘fingers’ grab the stud (retention knob) around the OD of stud
- Fingers are pressed onto stud as it is pulled in by a portion of the taper
- Mechanical springs provide all clamping force
HSK:
- Newer standard
- Tools have a specific taper/face/contact angle on OD and ID
- Fingers grab on the ID of the tool as it is pulled into the taper
- The tool is fully inserted once it makes contact with the shaft face (interference fit)
- Angles and shape of interface as well as mechanical springs provide clamping force
- HSK - German abbreviation for ‘hollow taper shank’
While the Clamping Systems for spindles may come in two varieties, the components used in both are the same. There are three main features that both Steep Taper & HSK use:
- Drawbar (also known as a Pull Rod): Typically made of hard steel, with a coating to increase its life.
- Gripper Unit: These consist of a cone or taper which work as 'fingers' and pulls bolts, so that they have a precise ground set of angles. The fingers can then pivot when clamping or unclamping a tool.
- Bellville Springs or Coil Springs (Mechanical Force): Angular geometry also assists in the clamping force. These fit between the tool, taper and gripper portions.
There are some differences between Steep Taper & HSK types, most noticeably in how the systems move. While the tool release of both systems is triggered by an outward (pushing) movement of the drawbar the release in the steep taper system releases outward, while the HSK design releases inward.
HSK design varies in sizes from HSK-20 to HSK-125 and comes in 6 varying forms. Each designed specifically for the application it is needed for.
While these two clamping systems have some similarities, they also have many differences. The most notable differences are in the design aspects.
Steep Taper
- Precise ground taper which fits into spindle shaft taper
- Held and pulled into taper by the retention knob
- Retention knob is then caught by a set of fingers which are guided into the taper
- Limitations:
- Higher shaft speeds cause the taper to open and be pulled further into the taper
- This in turn affects the rigidity of the tool (spindle) when clamped
- Higher speeds create a looser tool fit. This causes the resonance speed to be much lower with steep taper type spindles
- Due to tool design, should a crash occur, most of the force is transferred to the spindle shaft
- Older design vs HSK, still widely used, especially in milling applications where the speed is lower
- The design of steep taper retention knobs is not controlled by any standard organization
HSK
- Precise ground taper, face, and ID structure to accurately and firmly fit into shaft taper
- Hollow tool shank so that gripper segments interface with the ID of the tool
- Tool is press fit into shaft each time it is clamped; designed with ‘elastic deformation’ quality
- Advantages:
- Higher repeatability due to face contact with shaft
- Ability to apply 5x more force to hold tool than steep taper which allows for a higher stiffness
- Due to hollow design of tool, should a crash occur most force will transfer to the tool
- Higher clamp force allows for higher torque to be transferred
- With higher shaft speeds, clamp force remains stable as centrifugal force maintains gripper segment position
- HSK geometry is designed and monitored by a world standards organization; this means every HSK taper tool, no matter the manufacturer, should fit and operate as advertised
Both clamping systems require general maintenance. While the maintenance for both is similar, you should always consult your spindle manual for special instructions or maintenance. All clamping systems require cleaning of the taper ID and tools, inspections to be sure that there is no rust or buildup forming, checks on the clamps to be sure they are still functioning properly, and periodic re-greasing. Fischer is always available to help with any repairs and maintenance on all high-speed, high-performance spindles.
We have an outstanding record of repairing spindles from a variety of manufacturers, including GMN, IBAG, Kessler, Weiss, and Makino spindles, just to name a few. If you are having any issues with your spindle or a specific movement, contact us today!